
Іванченко Анна Володимирівна
кандидат технічних наук, доцент
Дніпровський державний технічний університет
Україна, м. Кам'янське
Пасс Олександр Володимирович
аспірант
Дніпровський державний технічний університет
Україна, м. Кам'янське
Анотація. Робота присвячена дослідженню ефективності економайзера пускового котла в цеху синтезу амоніаку типу АМ76, з метою економії природного газу. Проаналізовано та представлено основні переваги його використання.
Ключові слова: амоніак, пароутворення, пусковий котел, економайзер
На даний момент основним проміжним продуктом для одержання великої кількості різних ністрогенвмісних сполук є амоніак, а його синтез із Гідрогену та Нітрогену є єдиним масштабним методом виробництва цього продукту [1].
В Україні випуск амоніаку здійснюється на багатотонажних агрегатах типу АМ–76. Так як ресурсо- і енергоспоживання на українських підприємствах значно вище, ніж у сучасних світових агрегатах, без оптимізації технології та модернізації існуючих виробництв, у зв'язку з підвищенням цін на сировину, собівартість амоніаку значно зросте. У виробничій собівартості амоніаку близько 90% складає вартість природного газу, який використовується як в конверсії метану, так і для забезпечення агрегату парою. Пара потрібна для реакції конверсії і роботи турбін основних компресорів. Через високу вартість та великі витрати природного газу, питання удосконалення виробництва для зниження його споживання є актуальним.
Для забезпечення парового балансу на установці АМ-76, крім котлів-утилізаторів тепла конвертованого газу працюють допоміжний та пусковий котел (для виробництва пари високого та середнього тиску відповідно). Хоча з назви останнього можна зробити висновок, що він потрібен тільки в пусковий період, але внаслідок модернізації устаткування цеху та збільшення об'єму виробництва амоніаку, допоміжного котла недостатньо для забезпечення агрегату парою [2].
Одним із способів економії енергоресурсів таких котлів є монтаж так званих економайзерів живильної котлової води у димову трубу, які використовують тепло димових газів для підігрівання води, що йде в барабан (як показано на рис. 1). Внаслідок чого менше енергії витрачається на догрівання води в самому котлі.
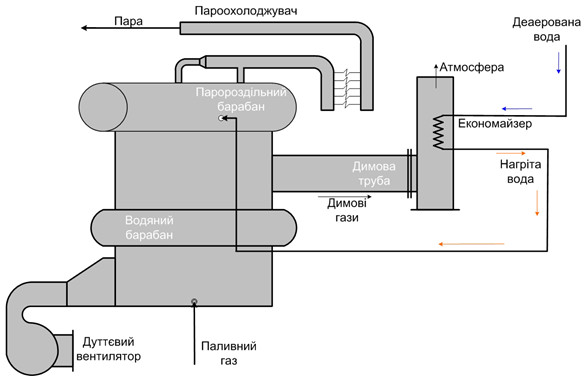
Рисунок 1 – Схема пускового котла
У представленому на схемі пусковому котлі використано економайзер, що являє собою набір пакетів трубок зогнутих у вигляді змійовиків. На графіку (рис. 2) відображено зростання температури води на вході в барабан за рахунок утилізації тепла димових газів.
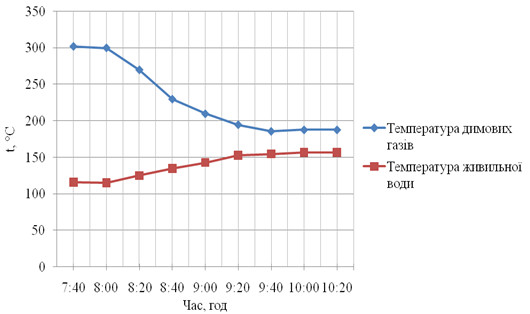
Рисунок 2 – Зміна температури живильної воді і димових газів
Детальні дані щодо показань основних технологічних параметрів до та після включення в роботу економайзера представлені в таблиці 1.
Таблиця 1
Порівняння роботи котла до та після включення економайзера
|
|
Температура, °C |
Витрата, м³/год |
Тиск пари, кг/см² |
||||
|
димових газів до еконо-майзера |
димових газів після еконо-майзера |
води після деаератора |
води після еконо-майзера |
палив-ного газу |
пари |
||
|
Без економайзера |
302 |
– |
116
|
– |
2700 |
38 |
40,2 |
|
З економайзером |
300 |
188 |
116 |
157 |
2550 |
38,1 |
40,3 |
Як видно з графіку та табл. 1, температура димових газів на виході з димової труби знизилася на 112 градусів. Температура води на вході в котел збільшилася на 41 градус. При однаковій продуктивності котла, витрата газу зменшилася на 150 м³/год.
Падіння температури води після деаератора відображене в табл. 2, при розігріві котла зумовлено тим, що процес термічної деаерації води, при відсутності пари з мережі підприємства – вмикається в роботу вже після пуску котла.
Таблиця 2
Порівняння роботи котла у період пуску
|
|
Температура, °C |
Витрата, м³/год |
Тиск пари, кг/см² |
|||||
|
димових газів до еконо-майзера |
димових газів після еконо-майзера |
води після деаератора |
води після еконо-майзера |
паливного газу |
пари |
|||
|
Без економайзера |
140 |
– |
100 |
– |
500 |
5,6 |
4,9 |
|
|
212 |
– |
98 |
– |
1000 |
21,6 |
17,3 |
||
|
З економайзером |
138 |
100 |
97 |
109 |
500 |
5,7 |
5,2 |
|
|
208 |
125 |
95 |
121 |
1000 |
22,2 |
18,3 |
||
При економії газу 150 м³/год, за місяць його об'єм складе 108000 м³. При загальному споживанні газу на установці в 70000 м³/год і виході рідкого амоніаку 62,5 т/год, витратний коефіцієнт складає 1120 м³ газу на виробництво однієї тонни амоніаку. Отже, економія газу при використанні економайзера еквівалентна 96,4 т рідкого амоніаку в місяць. Крім того, використання меншої кількості газу передбачає зменшення витрати технологічного повітря, що знижує споживання електроенергії дуттэвим вентилятором.
Література
1) Кузнецов Л.Д. Синтез аммиака/ Л.Д. Кузнецов. – М.: «Химия», 1982. – 296 с.
2) Инструкция по рабочему месту аппаратчика конверсии 6 разряда ЧАО «ДНЕПРАЗОТ», 2017. – 173 с.