
Бокеєва Вікторія Вікторівна
Студентка
Національного технічного університету України
«Київського політехнічного інституту ім. Ігоря Сікорського»,
Україна, Київ
Шведова Вікторія Вікторівна
Кандидат технічних наук,
доцент Національного технічного університету України
«Київського політехнічного інституту ім. Ігоря Сікорського»,
Україна, Київ
Анотація: Проведено аналіз впливу випадкової адитивної похибок засобу вимірювання на достовірність контролю продукції в залежності від виду розподілу похибки вимірюваного параметра та засобу вимірювання, за допомогою , якого здійснюється контроль. Подано рекомендації оптимального щодо вибору засобу вимірювальної техніки, виходячи із апріорної інформації та заданого рівня достовірності контролю.
Ключові слова: достовірність контролю, ризик хибної відмови, ризик невизначеної відмови, адитивна похибка, засіб вимірювальної техніки (ЗВТ).
Будь-якій процедурі контролю продукції передує вимірювання параметрів цієї продукції, а вже потів ці результати вимірювання порівнюють з контрольними границями і на основі цього порівняння формують висновок щодо якості продукції або відповідності її параметрів контрольним вимогам.
Як відомо якість результатів вимірювання характеризується такими кількісними показниками як похибка або невизначеність вимірювання. При цьому однією з найсуттєвіших складових похибки вимірювання (для більшості видів вимірювань) є похибка, викликана інструментальною складовою засобу вимірювання. З іншого боку достовірність контролю характеризується таким показником якості як достовірність. Враховуючи той факт, що процедура контролю ґрунтується на попередній процедурі вимірювання, то рівень достовірності контролю значно залежить від точності вимірювального обладнання, яким проводились вимірювання контрольованого параметра.
В роботі [1] зазначається, що на достовірність контролю впливають два фактори: похибка засобу вимірювання та відхилення контрольованого параметра від встановленого нормованого (бажаного) значення.
Відповідно до цих міркувань ризики хибної та невизначеної відмови визначаються виразами:
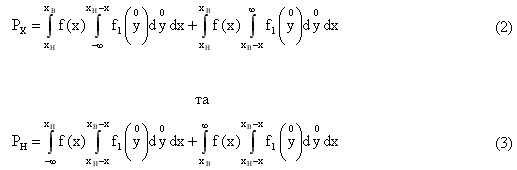
де  - щільність розподілу контрольованого парметра в межах допуску
- щільність розподілу контрольованого парметра в межах допуску  ;
;
 - щільність розподілу випадкової похибки засобу вимірювання.
- щільність розподілу випадкової похибки засобу вимірювання.
При цьому достовірність контролю визначається як:
 (4)
(4)
В статті розглядається вплив випадкової адитивної похибки засобу вимірювання на достовірність контролю.
В публікації [2] було зазначено, що рівень достовірності D визначається чотирма факторами: виду розподілу контрольованого параметра  ; допустимих границь параметра
; допустимих границь параметра  , ; виду розподілу похибки вимірювання f(y) ; похибки вимірювання y .
, ; виду розподілу похибки вимірювання f(y) ; похибки вимірювання y .
Однак для практичних задач велике значення має вирішення оберненої задачі, а саме: за встановленим рівнем достовірності обрати обладнання для проведення контролю, яке забезпечить цей встановлений рівень достовірності.
Вважаючи відомими границі контрольованого параметра хН , хВ розглянемо, яким чином впливатиме на результуючу достовірність вид розподілу f(x) , f(y) .
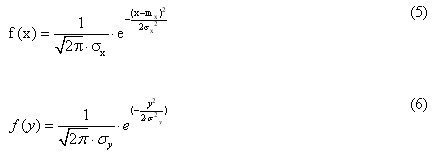
Для одного з поширених випадків - адитивна похибка вимірювального обладнання та контрольованого параметру мають нормальні розподіли (НР) матимемо:
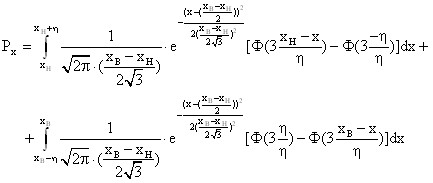
Тоді ризик хибної відмови в даному випадку набуде виразу:
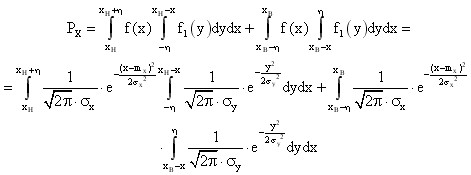
За відомою інтегральною функцією Лапласа зробимо певні перетворення:
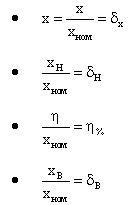
Оскільки похибка вимірювального обладнання має нормальний центрований розподіл і його математичне сподівання дорівнює нулю, а СКВ похибки контролю:  . Контрольований параметр має також нормальний розподіл, його математичне сподівання має вигляд:
. Контрольований параметр має також нормальний розподіл, його математичне сподівання має вигляд:  , а СКВ контрольованого параметра:
, а СКВ контрольованого параметра:  .
.
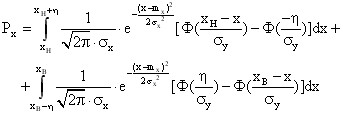
Тоді ризик хибної відмови дорівнює:
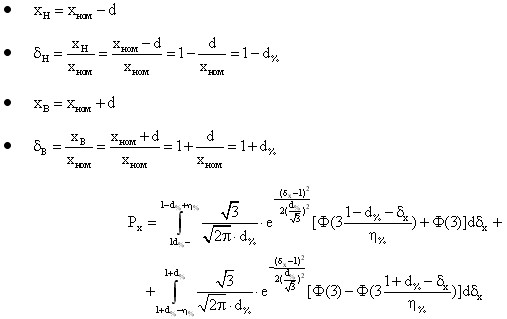
Для універсальності розрахунків наведемо даний вираз у зведеному вигляді з урахуванням того, що:
Ризик хибної відмови в точні формі в зведеному вигляді:
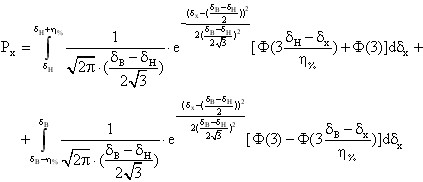
Подамо даний вираз у вигляді зручному для розрахунку таблиці з відомими зведеним допуском та зведеною похибкою контролю, для цього виконаємо деякі перетворення:
Отже, інженер, який проводить контроль виробу задаючись зведеною адитивною похибкою вимірювального обладнання та відсотком допустимого відхилення від бажаного значення  , може спрогнозувати достовірність контролю продукції.
, може спрогнозувати достовірність контролю продукції.
Якщо ж зазначену достовірність потрібно забезпечити, то за допомогою таблиці інженер може обрати засіб контролю з підбором адитивної похибки спираючись на .
Наведемо таблицю достовірносте з відомими зведеним допуском та адитивної похибки вимірювального обладнання. Д ϵ (0…1).
Таблиця №1
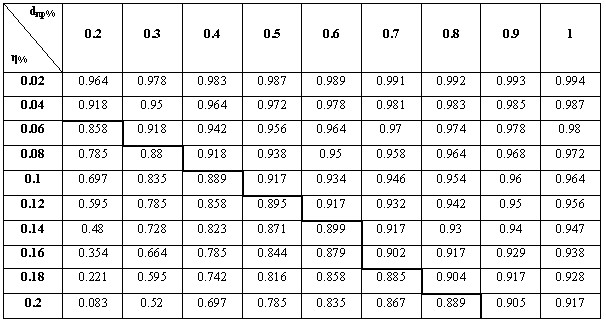
Враховуючи те, що для в нормативних документах як правило достовірності прийняття правильного рішення встановлюються на рівня 0,9; 0,95 та 0,99 і лише в деяких випадках допустимими є нижчі рівні достовірності, в таблиці виділена зону значень, яка забезпечує названі рівні достовірності. Виділена зона показує достовірності, які задовольняють нас (вище жирної лінії).
Отже наведений в публікації аналіз дозволяє підвищити ефективність вибору вимірювального обладнання, що використовується для вимірювання параметрів продукції, за якими проводиться контроль її якості. Вибір обладнання відповідного рівня точності дозволяє уникнути непродуктивних витрат виробника, пов’язаних з неналежним забезпечення рівня достовірності контролю продукції і підвищую економічну ефективність виробництва в цілому.
Література:
1. Є.Т.Володарський, В.В.Кухарчук, В.О.Поджаренко, Г. Б.Сердюк «Метрологічне забезпечення вимірювань і контролю» ,Вінниця ВДТУ 2001
2. Шведова В.В. Бокеєва В. В. Дослідження впливу випадкових похибок засобів вимірювання на достовірність контролю продукції // Тези доповідей Міжнародної науково-практичної конференції «Інфраструктура якості: перспективи та тенденції розвитку», м. Київ - 2017 (15 листопада 2017) – С. 40.